
Kedu ihe bụ ntinye ịgbado ọkụ?Ọ na-ezo aka na-agbaze omimi nke isi metal ma ọ bụ n'ihu weld bead na cross ngalaba nke welded nkwonkwo.
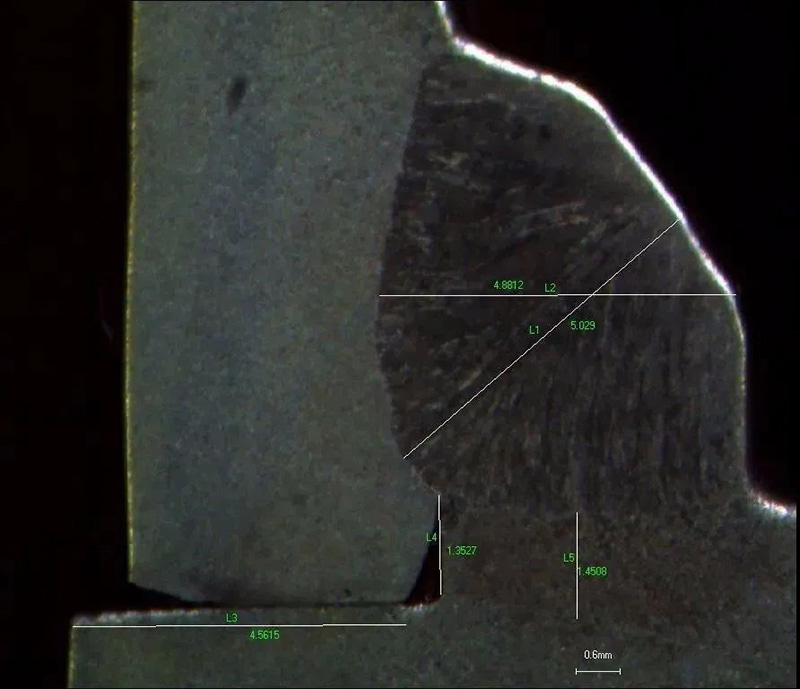
Njikọ welded gụnyere: weld seam (0A), fusion zone (AB) na okpomọkụ emetụtara (BC).
Nzọụkwụ 1: Nlereanya
(1) Ịcha ọnọdụ nke ịgbado ọkụ penetration sample: a.Zere ịmalite na nkwụsị ọnọdụ
b.Beechapụ na 1/3 nke ọnya weld
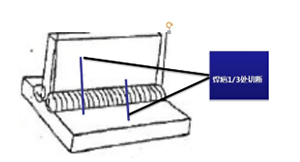
c.Mgbe ogologo nchara weld na-erughị 20mm, bepụ n'etiti eriri weld.
(2) Ịcha
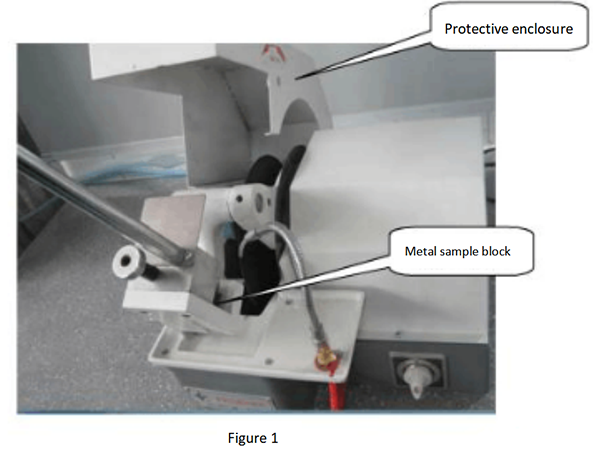
A. Jikọọ ọkụ eletrik wee lelee ma akụrụngwa nha ọ dabara ihe nyocha;Dị ka egosiri na eserese 1, mepee ụlọ nchebe nke igwe na-egbutu metallographic ma wụnye ngọngọ ihe nrịbama nke a ga-anwale.
(Rịba ama: Jide n'aka na ị ga-edozi ngọngọ ígwè kpamkpam!)
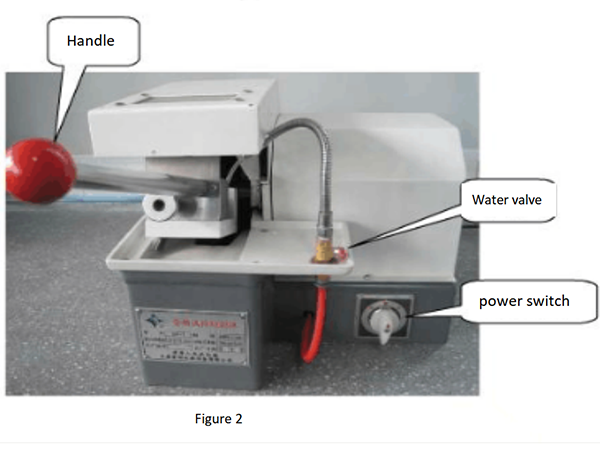
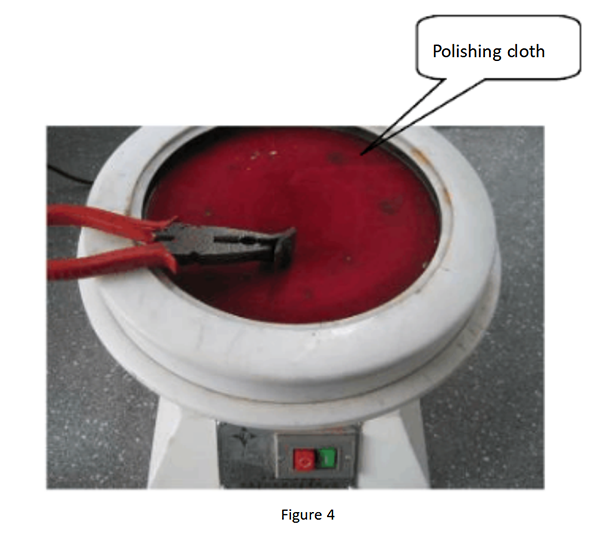
b.Dị ka egosiri na eserese 2, mechie shea nchebe nke igwe na-egbutu metallographic, mepee valvụ mmiri, ma gbanye ọkụ ọkụ;Jide aka nke igwe ịcha ihe metallographic wee jiri nwayọ pịa ya ala ka ibelata sample metal.Mgbe ịchachachara, ogologo, obosara na ịdị elu nke ihe nlele ígwè ga-erughị 4mm;Mechie valvụ mmiri, gbanyụọ ike ma wepụ ihe nlele igwe.
b.Dị ka egosiri na eserese 2, mechie shea nchebe nke igwe na-egbutu metallographic, mepee valvụ mmiri, ma gbanye ọkụ ọkụ;Jide aka nke igwe ịcha ihe metallographic wee jiri nwayọ pịa ya ala ka ibelata sample metal.Mgbe ịchachachara, ogologo, obosara na ịdị elu nke ihe nlele ígwè ga-erughị 4mm;Mechie valvụ mmiri, gbanyụọ ike ma wepụ ihe nlele igwe.
Nzọụkwụ 3: Corrosion
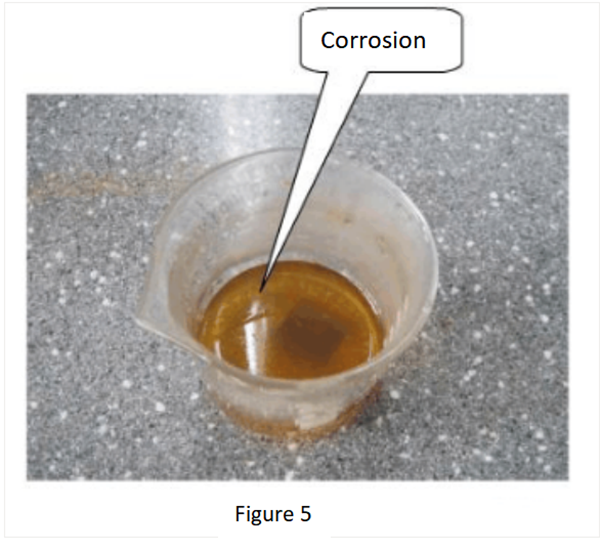
(1) Dị ka e gosiri na Fig. 5, jiri mmanya na-aba n'anya na nitric acid kwadebe ngwọta corrosion (3-5% nitric acid na mmanya) na iko nha, tinye ihe nlele ígwè n'ime ngwọta corrosion ma ọ bụ jiri obere ahịhịa na-asachapụ. elu ịkpụ maka corrosion.Oge nrụrụ dị ihe dị ka 10-15 sekọnd, na mmetụta corrosion kpọmkwem kwesịrị ka enyocha anya.
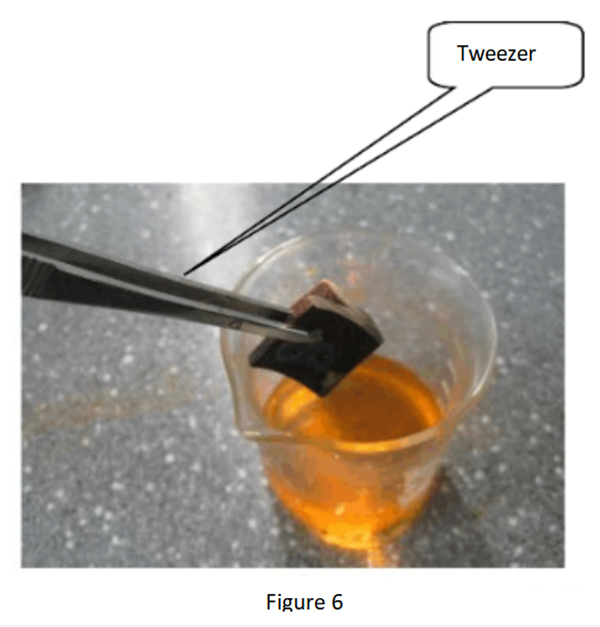
(2) Dị ka e gosiri na Fig. 6, mgbe corrosion gasịrị, wepụ ihe mgbochi metal ahụ na tweezers (rịba ama: emetụla mmiri mmiri na-emebi emebi aka), ma hichaa ihe ngwọta corrosion n'elu ihe nkpuchi ígwè ahụ dị ọcha. mmiri.
(1) Kwuonụ nkụ
Kwụpụ 4: Usoro nyocha nke ntinye ịgbado ọkụ
| T (mm) bụ ọkpụrụkpụ efere | |||
| Ochie benchmark | Ọhụrụ akara | ||
| Ọkpụrụkpụ efere | Ntinye datum | Ọkpụrụkpụ efere | Ntinye datum |
| ≤3.2 | N'elu 0.2 * t | t≤4.0 | N'elu 0.2 * t |
| 4.0-t≤4.5 | Karịrị 0.8 | ||
| 3.2 ~ 4.5 (gụnyere 4.5) | Karịrị 0.7 | 4.5t≤8.0 | N'elu 1.0 |
| t9.0 | N'elu 1.4 | ||
| 4.5 | N'elu 1.0 | t 12.0 | N'elu 1.5 |
| Mara: Mgbado nke efere dị gịrịgịrị na nnukwu efere dabere na efere dị mkpa | |||
(1.2) Welding penetration datum (nwere ogologo ụkwụ na-egosi ntinye)
| L (mm) bụ ogologo ụkwụ | |
| Ogologo ụkwụ | Ntinye datum |
| L≤8 | N'elu 0.2 * L |
| L>8 | n'elu 1.5mm |
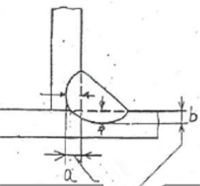
(2) welding penetration elele (anya a na b bụ ịgbado ọkụ penetration)

(3) Ngwa nyocha maka ntinye ịgbado ọkụ
Kwụpụ 5: Akuko nyocha nke ntinye ịgbado ọkụ na nchekwa nke ihe atụ
(1) Akuko nlebanya nbanye welding:
a.Mgbakwunye nke eserese-ngalaba nke akụkụ nyocha
b.Kanye akara n'ọnọdụ nha nke ntinye ịgbado ọkụ na eserese ahụ
c.Mgbakwunye data
(2) Iwu maka ichekwa welding penetration samples:
a.Nchekwa nke etiti S akụkụ maka afọ 13
b.A ga-edobe akụkụ izugbe maka afọ 3
c.Ọ bụrụ na akọwapụtaghị ya na eserese ahụ, a ga-emejuputa ya dịka ihe osise chọrọ
(E nwere ike ịrapagidesi ike n'elu nyocha nbanye na nrapado doro anya iji gbuo nchara)
Oge nzipu: Dec-22-2022